服务热线:

电池制造过程(含极耳模切工序)
第一章:一颗电芯是如何诞生的?
电芯是一个电池系统的最小单元。多个电芯组成一个模组,再多个模组组成一个电池包,这就是车用动力电池的基本结构。电池就像一个储存电能的容器,能储存多少的容量,是靠正极片和负极片所覆载活性物质多少来决定的。正负电极极片的设计需要根据不同车型来量身定做的。正负极材料克容量,活性材料的配比、极片厚度、压实密度等对容量等的影响也至关重要。
活性材料的制浆——搅拌工序
搅拌就是将活性材料通过真空搅拌机搅拌成浆状。这是电池生产的第一道工序,该道工序质量控制的好坏,将直接影响电池的质量和成品合格率。而且该道工序工艺流程复杂,对原料配比,混料步骤,搅拌时间等等都有较高的要求。
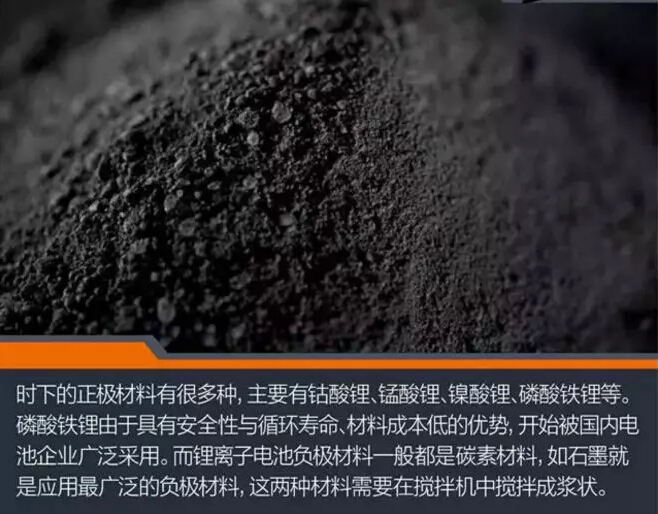
这里搅拌的是电池的活性材料。
此外,在搅拌的这一过程中需要严格控制粉尘,以防止粉尘对电池一致性产生影响,在宁德时代的生产车间对粉尘的管控水平相当于医药级别。
将搅拌好的浆料涂在铜箔上——涂布工序
这道工序就是将上一道工序后已经搅拌好的浆料以每分钟80米的速度被均匀涂抹到4000米长的铜箔上下面。而涂布前的铜箔只有6微米厚,可以用“薄如蚕翼”来形容。
图:涂布工序最重要的是厚度和重量的一致性
涂布至关重要,需要保证极片厚度和重量一致,否则会影响电池的一致性。涂布还必须确保没有颗粒、杂物、粉尘等混入极片。否则会导致电池放电过快,甚至会出现安全隐患。
将铜箔上负极材料压紧再切分——冷压与预分切
在碾压车间里,通过辊将附着有正负极材料的极片进行碾压,一方面让涂覆的材料更紧密,提升能量密度,保证厚度的一致性,另一方面也会进一步管控粉尘和湿度。
将冷压后的极片根据需要生产电池的尺寸进行分切,并充分管控毛刺(这里的毛刺只能在显微镜下看清楚了)的产生,这样做的目的是避免毛刺扎穿隔膜,产生严重的安全隐患。
切出电池上正负极的小耳朵——极耳模切与分条
极耳模切工序就是用模切机形成电芯用的导电极耳。我们知道电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,通俗的说电池正负两极的耳朵,是在进行充放电时的接触点。
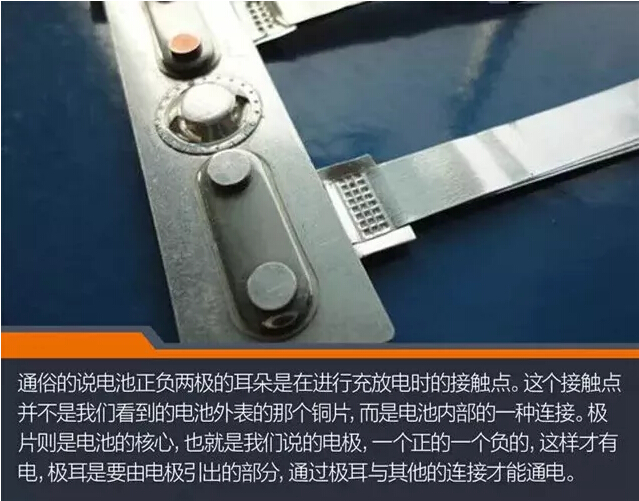
而接下来的分条工序就是通过切刀对电池极片进行分切。
完成电芯的雏形——卷绕工序
在这里,电池的正极片、负极片、隔离膜以卷绕的方式组合成裸电芯。先进的CCD视觉检测设备可实现自动检测及自动纠偏,确保电芯极片不错位。
有了CCD视觉检测设备的辅助,CATL宁德时代的电池生产车间在国际上属于自动化程度最高的电池生产车间之一。
去除水分和注入电解液——烘焙与注液
水分是电池系统的大敌,电池烘烤工序就是为了使电池内部水份达标,确保电池在整个寿命周期内具有良好的性能。
而注液,就是往电芯内注入电解液。电解液就像电芯身体里流动的血液,能量的交换就是带电离子的交换。这些带电离子从电解液中运输过去,到达另一电极,完成充放电过程。电解液的注入量是关键中的关键,如果电解液注入量过大,会导致电池发热甚至直接失效,如果注入量过小,则又影响电池的循环性。
电芯激活的过程——化成
化成是对注液后的电芯进行激活的过程,通过充放电使电芯内部发生化学反应形成SEI膜(SEI膜:是锂电池首次循环时由于电解液和负极材料在固液相间层面上发生反应,所以会形成一层钝化膜,就像给电芯镀了一层面膜。),保证后续电芯在充放电循环过程中的安全、可靠和长循环寿命。将电芯的性能激活,还要经过X-ray监测、绝缘监测、焊接监测,容量测试等一系列“体检过程”。
化成工序当中还包括,对电芯“激活”后第二次灌注电解液、称重、注液口焊接、气密性检测;自放电测试高温老化及静置保证了产品性能。
所有制造好后的每一个电芯单体都具有一个单独的二维码,记录着出生日期,制造环境,性能参数等等。强大的追溯系统可以将任何信息记录在案。如果出现异常,可以随时调取生产信息;同时,这些大数据可以针对性地对后续改良设计做出数据支持。
第二章:让电芯不再“裸奔” 电池包生产流程
单个的电芯是不能使用的,只有将众多电芯组合在一起,再加上保护电路和保护壳,才能直接使用。这就是所谓的电池模组。
电池模组(module)是由众多电芯组成的。需要通过严格筛选,将一致性好的电芯按照精密设计组装成为模块化的电池模组,并加装单体电池监控与管理装置。CATL的模组全自动化生产产线,全程由十几个精密机械手协作完成。另外,每一个模组都有自己固定的识别码,出现问题可以实现全过程的追溯。

从简单的一颗电芯到电池包的生产过程也是相当复杂,需要多道工序,一点不比电芯的制造过程简单。
上料
将电芯传送到制定位置,机械手自动抓取送入模组装配线。
给电芯洗个澡——等离子清洗工序
对每个电芯表面进行清洗(CATL宁德时代采用的是等离子处理技术保证清洁度)。这里采用离子清洁,保证在过程中的污染物不附着在电芯底部。
为什么要采用等离子清洗技术?原因在于,等离子清洗技术是清洗方法中最为彻底的剥离式清洗方式,其最大优势在于清洗后无废液,最大特点是对金属、半导体、氧化物和大多数高分子材料等都能很好地处理,可实现整体和局部以及复杂结构的清洗。
将电芯组合起来——电芯涂胶
电芯组装前,需要表面涂胶。涂胶的作用除了固定作用之外,还能起到绝缘和散热的目的。采用国际上最先进的高精度的涂胶设备以及机械手协作,可以以设定轨迹涂胶,同时实时监控涂胶质量,确保涂胶品质,进一步提升了每组不同电池模组的一致性。
图:电芯的涂胶过程

第三章:电池组的终极考验 电池组安全性测验
其实,电动汽车从最初的设计阶段就要通过各种方法,最大程度保证安全性。然而,再完美的设计还得经过实践测试的考量。只有成功通过这些磨练的电池产品,才能被放行使用。
590摄氏度火烧测试
590摄氏度火烧电池是什么概念?我们知道金星的地面温度是464摄氏度,在这样的高温下,铅、锌等金属材料早已熔化。但是,电池组却要在这样的高温下进行“生存”挑战。

在安全性能方面国家的标准是外部燃烧130秒,电池不起火、不爆炸。然而,作为行业领军企业却有着更高的要求,不仅做到了外部燃烧130秒后电池依然可以正常工作,的国家标准,更达到了在590摄氏度的情况下连续燃烧1小时后,电池依然没有爆炸危险。
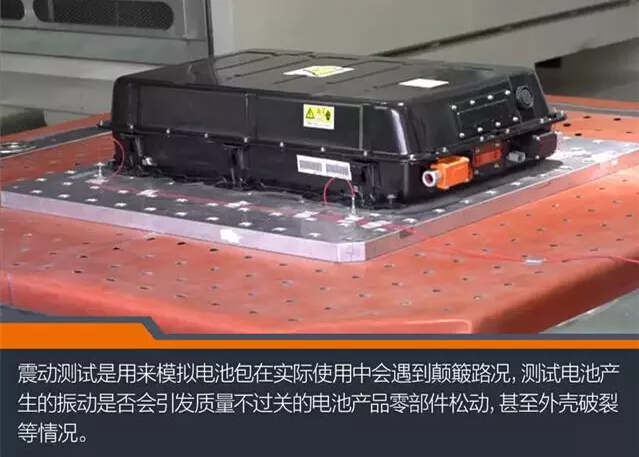
连续21小时振动试验
在日常用车当中,免不了要通过一些颠簸路面,电池产生的振动可能会引发质量不过关的电池产品固定不良,零部件松动,甚至外壳破裂最后引发安全失效的等情况。